Održavanje
·
12 min read
Overall Equipment Effectiveness (OEE) and CMMS: A Practical Guide for Maintenance Leaders

Old targets, new expectations for maintenance: OEE gives clarity when dashboards feel noisy.
We work with maintenance leaders who face this mix of pressure and noisy dashboards.
You work under pressure to keep assets running, cut downtime, and prove the value of each intervention; yet reports show twenty KPIs, while lines stop and scrap grows. No one trusts the numbers, and no one feels in control.
There is a simpler way forward. Focus on one metric which connects production, quality, and maintenance. Overall equipment effectiveness, or OEE, gives a shared view of performance. A modern CMMS then turns this view into daily action.
Why OEE deserves your attention
OEE measures how well equipment turns planned production time into good units. One percentage combines three questions:
- How often equipment runs when needed
- How fast equipment runs versus design speed
- How much output meets quality standards
OEE always falls between 0 and 100 percent. World class OEE sits around 85 percent. Many plants stay closer to 60 percent. This gap represents lost hours, lower throughput, and extra scrap.
When you track OEE by line, asset, or product, patterns show where to focus first. When you link OEE and your CMMS, your team sees which decisions move the number in the right direction.
What is Overall Equipment Effectiveness (OEE)
OEE is a way to express the share of planned production time which produces good output at the ideal speed. The metric multiplies three factors:
- Availability
- Performance
- Quality
Written as a formula: OEE = Availability × Performance × Quality
Each factor sits between 0 and 1, or between 0 and 100 percent. A single weak factor drags down the whole result. Strong OEE needs strength in all three.
Availability
Availability shows how much of planned production time equipment spends running.
Availability = actual run time ÷ planned production time
Planned production time excludes scheduled stops such as holidays, meetings, or preventive maintenance.
Any event which stops the line outside those planned events lowers Availability. Typical examples include breakdowns, long setups, and unplanned changes.
Performance
Performance compares the running speed with the ideal speed defined for the asset.
Performance = actual throughput ÷ ideal throughput at rated speed
Losses here come from slow cycles, small stops, and speed limits which slip in over time. A line which runs all day at half speed often looks busy, yet Performance will expose the waste.
Quality
Quality measures how much good product leaves the process.
Quality = good units produced ÷ total units started
Rework, scrap, and early startup losses reduce Quality. Strong process control and quick feedback loops raise this factor.
A quick example
Assume one line shows these numbers:
- Availability: 92 percent (0.92)
- Performance: 89 percent (0.89)
- Quality: 97 percent (0.97)
OEE = 0.92 × 0.89 × 0.97 = 0.794, or 79.4 percent.
The line looks healthy, yet still leaves more than 20 percent of potential output unused. The strength of OEE sits in the breakdown by factor, which shows whether the main loss comes from downtime, speed, or defects.
If you want a fast way to test your own numbers, use an online calculator such as the Serwizz OEE calculator.
OEE benchmarks and what your numbers tell you
Numbers differ by industry and process, yet some reference points help your team read OEE results:
- World class OEE: around 85 percent
- Average OEE: around 60 percent
- Below 40 percent: serious losses and large improvement potential
High OEE with weak Quality tells one story. High Availability with low Performance tells another. The pattern matters more than a single score.
The goal is not to chase a magic number. The goal is to understand where losses sit and how your maintenance and operations teams respond.
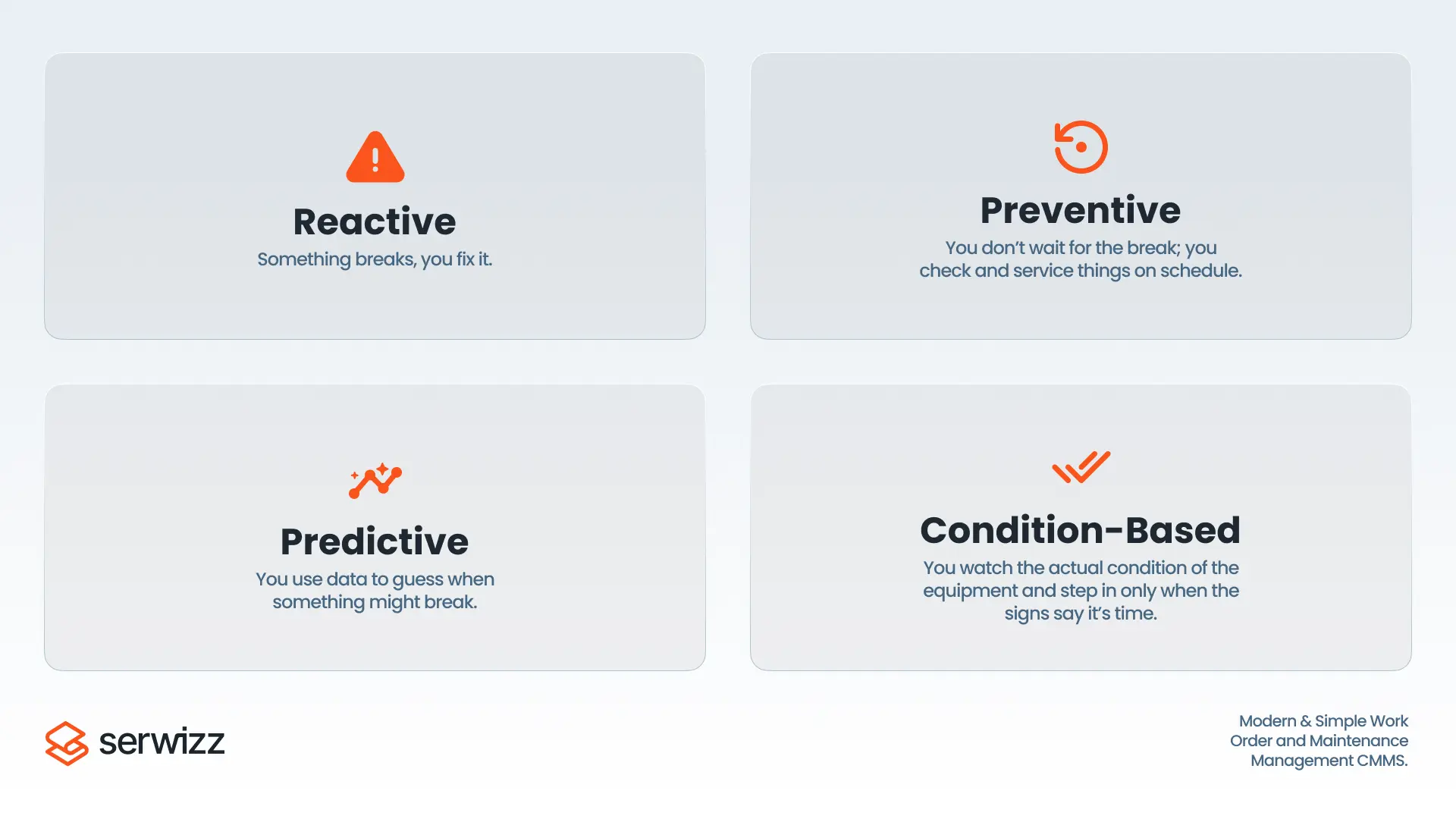
How OEE supports your maintenance strategy
Stronger preventive maintenance plans
Availability drops when breakdowns, micro stops, and long changeovers spread across the schedule. OEE surfaces those losses in a way finance and operations understand.
When you see repeated Availability drops on a specific line or asset, the next steps become clear:
- Review preventive tasks and intervals for this asset
- Check whether work orders close on time
- Look at parts stockouts linked to long repairs
- Update checklists with failure modes seen on this asset
Your CMMS supports this loop. Historical work orders, failure codes, and planned maintenance schedules sit in one place, so you match OEE trends with specific actions.
Less hidden waste and rework
OEE also highlights the “big six losses” from lean and TPM practice:
- Equipment failure
- Setup and adjustment time
- Idling or minor stoppages
- Reduced speed
- Production defects
- Startup defects
Each loss shows up in one or more OEE factors. A CMMS with good data helps trace those losses to specific causes:
- Failure codes and fault notes link to equipment failure
- Planned versus actual setup times link to changeovers
- Quality-related work orders link to scrap and rework
With this view, you move away from blame and toward structured improvements.
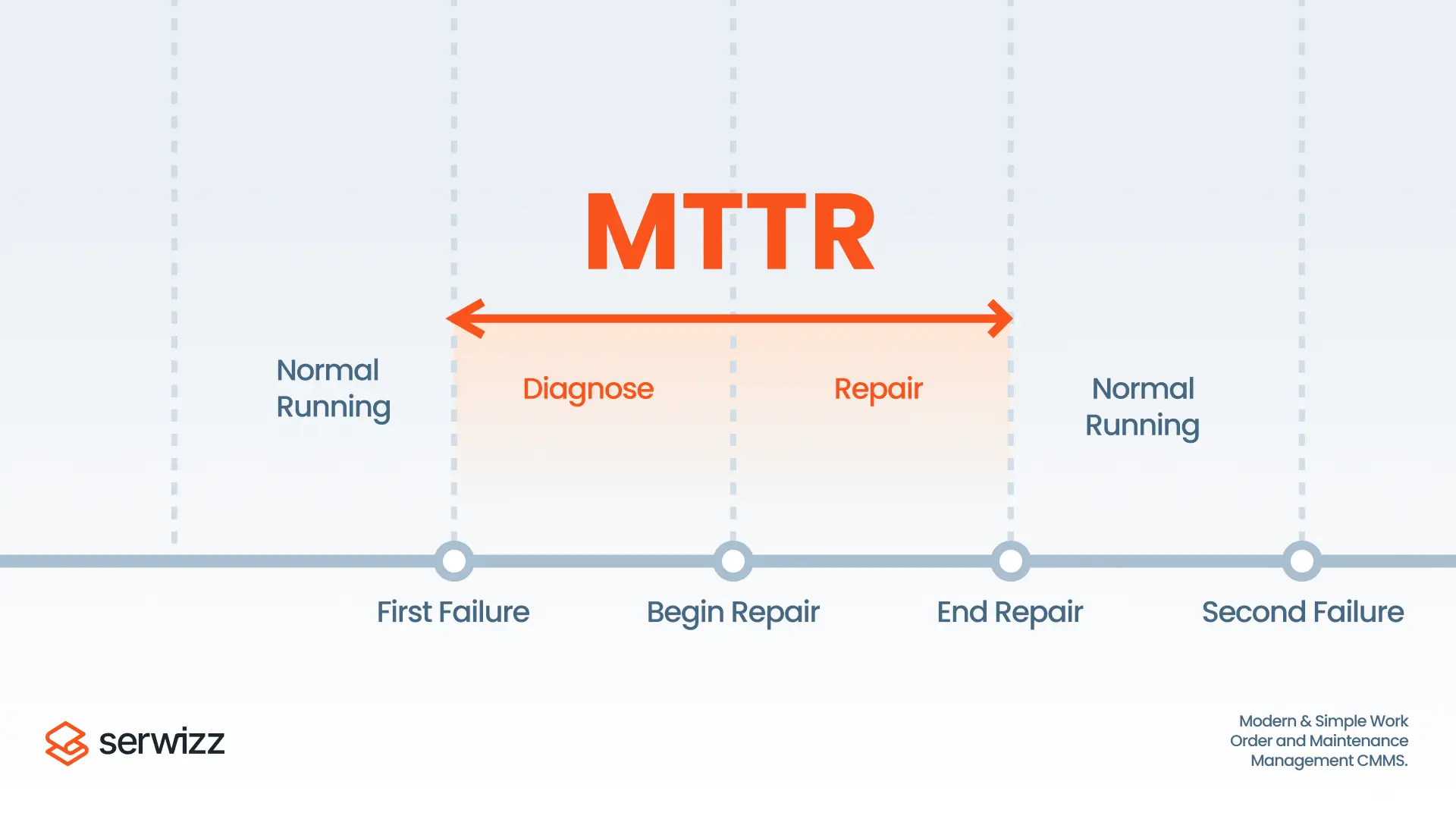
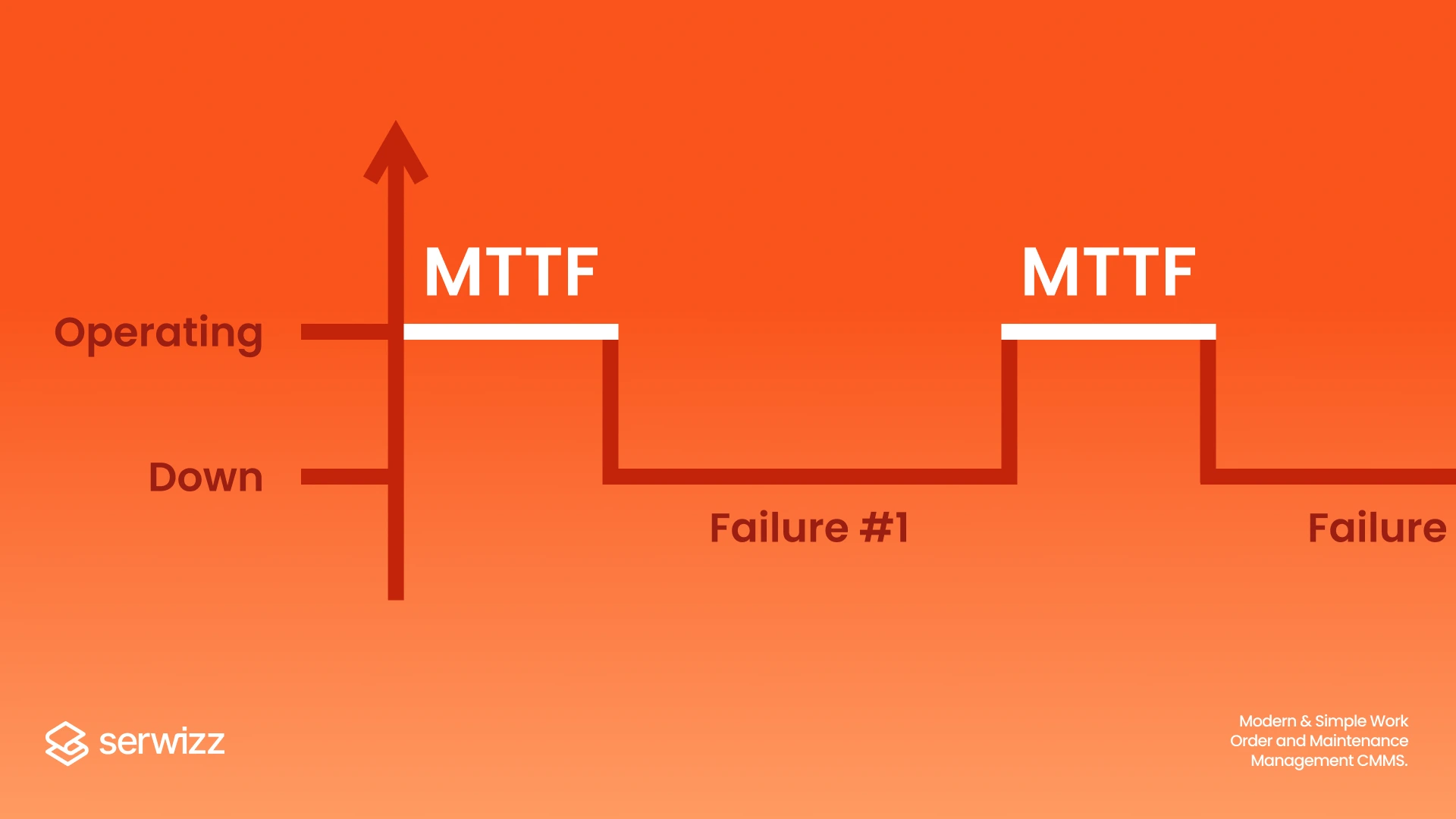
Support for reliability metrics such as MTBF and MTTR
Many teams already track mean time between failures, MTBF, and mean time to repair, MTTR. OEE does not replace those metrics. OEE adds context:
- MTBF describes reliability over time
- MTTR describes how fast the team restores function
- OEE shows how both trends affect output and quality
When MTBF improves but OEE stays flat, the main loss often sits in speed or quality, not in breakdowns. When MTTR improves and Availability rises, the effect on OEE shows the value of your maintenance program in production terms.
Connecting OEE with your CMMS

A CMMS does more than store work orders. For OEE, a CMMS becomes a source of structured, trustworthy data.
Standardize downtime reasons
Start with clear downtime categories in your CMMS:
- Breakdown
- Changeover
- Planned maintenance
- Blocked or starved line
- Operator issue
- Quality issue
Require a reason on every unplanned stop. Train technicians and operators to pick the right code. Short, mandatory fields in work orders help a lot here.
Once those codes stay consistent, you see which downtime types hurt Availability the most.
Link work orders and production counts
Many plants track production counts in PLCs, SCADA, or MES. A CMMS does not replace those systems, yet integration or simple data exports let your team line up counts with maintenance events:
- Good pieces and scrap by shift or batch
- Run time versus planned time
- OEE by line, product, or crew
- Work orders which started during low OEE periods
Once those data streams connect, your team sees how specific failures, PM deferrals, or parts shortages affect OEE.
Use OEE trends to focus your effort
OEE trends point to high impact assets. Your CMMS then supports decisions such as:
- Which assets enter a reliability program first
- Where to tighten preventive schedules
- Where to invest in spare parts or tooling
- Which lines need better training for operators
OEE gives the “where” while CMMS data guides the “how”. Together both tools align maintenance work with output and quality.
Share one source of truth
When OEE data links to CMMS records, your team speaks one language with operations and finance:
- Maintenance sees which actions reduce specific losses
- Operations sees how downtime, speed, and quality interact
- Finance sees the production impact of each initiative
Separate spreadsheets for each department no longer drive decisions. OEE plus CMMS builds a shared picture of performance.
Common challenges when you work with OEE
Poor or missing data
Weak data ruins OEE fast. Examples include missing downtime entries, inconsistent scrap counts, and unknown run speeds.
Use your CMMS to improve data quality:
- Make key fields mandatory in work orders
- Use standard codes for failures and downtime
- Train technicians and operators on why OEE matters
- Review new data weekly with supervisors
Different definitions across departments
One team includes minor stops in Availability. Another team counts them as speed loss. One plant excludes certain changeovers while another plant includes the same work.
Without agreed rules, OEE turns into noise.
Write down clear definitions:
- Which events count as planned stops
- Which events count as downtime
- How to measure ideal speed
- How to count scrap and rework
Store these rules inside your CMMS or quality system and train new staff on them.
Chasing the score, not the causes
OEE helps when leaders treat the metric as a guide, not as a target to reach at any cost.
If pressure to “hit 85 percent” leads to changed data entries or hidden downtime, the program loses value.
Instead, use OEE to trigger structured problem solving:
- Pick one asset with low OEE
- Drill into the factor with the largest loss
- Use CMMS data and frontline input to find root causes
- Change one thing at a time and watch the trend
This approach keeps trust in the numbers and builds a culture of continuous improvement.
From OEE theory to daily action
OEE turns maintenance from a cost center story into a production and profit story. One number links Availability, Performance, and Quality in a way every stakeholder understands.
When you connect OEE with a CMMS, your team sees which work orders, PM changes, and spare parts decisions move that number. Teams stop fighting over reports and start improving the process which sits behind the numbers.
The strongest maintenance programs treat OEE as a compass and the CMMS as the map.
So the question for your plant is simple. Where does your OEE story need more clarity, and how ready is your CMMS data for the next step in this story?
Write down one line, one dominant loss, and one CMMS data fix you want this month. Share this list with your team and agree on one experiment for the next week.